
CNC-Fräse Teil 6

Nun ist Er fertig überfräst.
Hat etwas gedauert. Mein kleiner Wendplattenfräser war auch nicht wirklich geeignet um die Platte zu planen. Zu hohe Drehzahl erforderlich, zu geringer Vorschub möglich, zu wenig Kühlung machbar.
Mein Freund hat dann einen Wendeplattenstahlhalter mitgebracht und hat daraus einen Einzahnfräser gemacht. Damit ging es dann. Der unterbrochen Schnitt hat den Fräser (erwartungsgemäß) nicht beeindruckt.
2 Durchgänge mit zuletzt 0,5 mm Zustelltiefe brachte ein annehmbares Ergebniss.
Heute hatte ich dann etwas Zeit und habe die Platte mal mit der Messuhr abgefahren.
In X ( Längstseite ) habe ich nun ca.: 5/1000mm.
In Y habe ich ca.: 2/100, was dem Wechsel der Wendeplatten geschuldet werden muss.
Ein Durchgang hat etwas über 2 Stunden reine Maschinenlaufzeit benötigt.
Wir waren da 2 Tage zugange, bis es denn mal so klappte.
25.08.2014
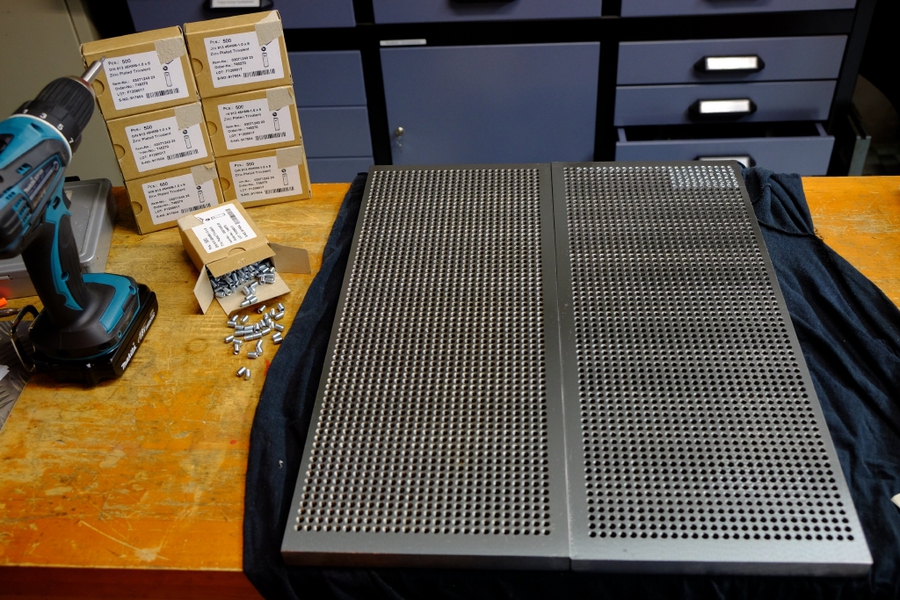
Da ich momentan beruflich stärker eingespannt bin und doch dazu noch etwas faul geworden, habe ich mich mal nach AUfspannplatten umgesehen. Ursprünglich wollte ich ja den Tisch mit einem Lochraster versehen. Nun habe ich Aufspannplatten im Netz so günstig bekommen, das ich dafür nicht mal die Bohrer, Gewindescheider und Senker bekommen hätte, die eine solche Aktion verschlissen hätte. Von der Abreit, die dafür nötig gewesen wäre mal ganz abgesehen.

Die Aufspannplatten habe eine Größe von je 500x200x18 mm mit M6 Gewinde Lochraster

Leider sind die Gewinde nicht gesenkt. Das bedeutet, das ich sehr wahrscheinlich die 3536 Gewindelöcher senken muss. Beidseitig sind das dann 7072 Senkungen. Na ja die Tage werden kürzer und der Herbst steht vor der Tür. Eine schöne Arbeit für verregnete, kalte und dunkle Abende. Werde nun 5000 Madenschrauben für die Gewindelöcher ordern. Ohne die Madenschrauben in den Gewindelöchern wäre das Spannbeseitgen nach dem Fräsen extrem nervig.
30.08.2014
Die Platten sind nun beidseitig gesenkt. Nächste Woche gehen sie zum Präzisionschleifen weg. Wenn sie wieder da sind, werden die Platten auf dem Tisch befestigt.
06.09.2014
Die Platten sind fertig, leider bin ich beruflich so eingespannt, das ich sie diese Woche nicht abholen kann. Hoffe nächste Woche etwas Luft zu haben und sie dann abzuholen und wenn alles gut geht auch auf dem Tisch montieren zu können.
19.09.2014
So da sind sie wieder.
Vielen Dank an meinen Freund Sven, der mir die Platten plangeschliffen und an den Kanten überfräst hat.
An sowas kommt man sonst als Hobbybastler schwer ran.
Und alle links stehenden Pakete der kleinen 6mm Maden müssen reingeschraubt werden. Oben rechts sind schon mehr als 70 und das ist reichlich wenig.
30.09.2015

Nach einer sehr langen, berufsbedingten und auch ehrlich gesagt lustbedingten Pause, geht es an der CNC weiter.
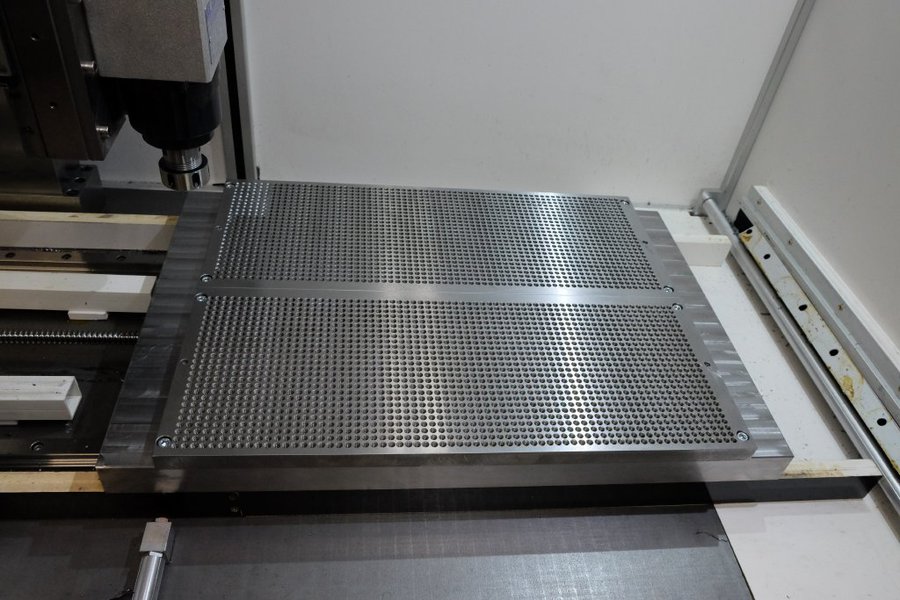
Mein Freund Sven war wieder mal zu Besuch und hat die Aufspannplatten auf den Frästisch montiert. Ich habe, als Adlatus, assistiert.
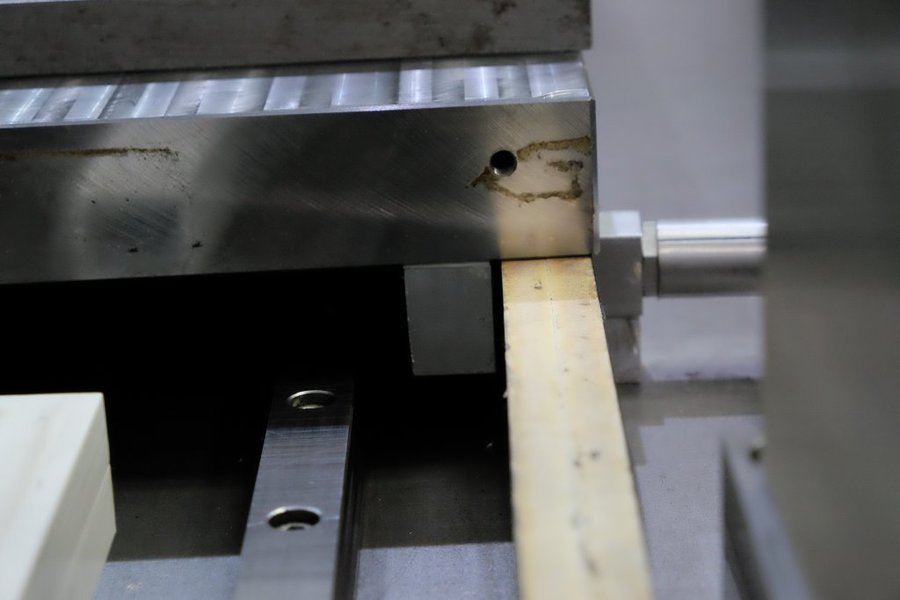
Zuerst wurden die vordere Platte ausgerichtet, mit Zwingen gehalten und abgefahren. Dann wurden an den Kopfseiten 2 Löcher gebohrt und aufgerieben.Die Passtifte mit Zuggewinde hatte Sven angefertigt, somit war die erste Platte passgenau fixiert.
Des Gleichen geschah mit der zweiten Platte.
Mit der Magnetbohrmaschine war die Arbeit recht kommod zu verrichten. Wäre natürlich auch anders gegangen, aber mit der Maschine geht es erheblich einfacher und genauer.

Jede Platte wird mit 4 Schrauben auf dem Tisch befestigt. Mit der Magnetbohrmaschine haben wir durch die Aufspannplatten in den Tisch gebohrt. Die Bohrlöcher dienten dann gleich als Führung zum Anschneiden der Gewinde im Tisch.
Das bearbeiten mit Zapfensenker und Entgraten an den Aufpannplatten erfolgte an der Stndbohrmaschine.
Durch das anschneiden der Gewinde durch die Führung der Platten, gestalltete sich das gerade fertigschneiden der Gewinde im Tisch recht einfach.

Wir haben die Platten, damit man sie nicht beim abnehmen und wiedermontage verwechselt, mit Schlagzahlen auf den Platten und dem Frästisch gekennzeichnet. Insgesamt haben wir gute 4 Stunden benötigt um die Platten auf den Tisch zu bringen.
Um die Maschine für den 3 Achs Betrieb fertig zu stellen, muss ich noch die Klötze für die Endabschaltung einbauen, die Spindelumhausung fertigstellen, die Minimalschmierung endmontieren und dann sollte alles soweit fertig sein. Ich hoffe es bis zum Jahresende zu schaffen und dann wäre die Maschine nach 4 Jahren fertig.

03.10.2015
Da wollte ich nur schnell mal die Gewinde in der Z-Achse schneiden. Die ersten Gewinde gingen auch flott von der Hand. Nur eben die Z-Achse verfahren, damit ich mit dem Windeisen am Portal vorbeikomme. Rechner angeworfen, kein Bild auf dem Monitor ! Nanu. Vor 2 Tagen ging doch alles bis zum normalen Runterfahren. Dann erschienen kleine weisse Balken - - - - - - - - Irgendwann kam dann einen Meldung aus den Tiefen der DOS- Ebene: " configsys. ist beschädigt oder fehlt. Betriebssystem konnte nicht gestartet werden. sie können mit hilfe der origianal instalations CD versuchen die Datei wieder herzustellen...." Na super. Also eine XP CD ausgekramt und versucht zu reparieren. Och mensch wie war das denn noch mal mit den ganzen DOS Befehlen ? Nach etlichen Versuchen war klar es geht nicht. Ach ja nun dann eben neu installieren. Aber inzwischen war es ehr Zeit sich unter Wasser und dann ans Abendessen zu machen, als Software zu installieren.
Dauert ja bei XP ein wenig bis das mal aufgespielt ist, vor allem wenn man inzwischen flotte i7 Prozessoren mit SSD Laufwerken gewohnt ist. Irgendwann war das dann auch aufgespielt. Gut das ich alle Treiber für den uralten Rechner gespeichert habe. Nach der XP üblichen endlosen Neustart-Orgie war irgendwann dann alles soweit. Nur der Gerätemanager tat fehlende Treiber von der Grafikkarte kund.
Äh hatte ich doch installiert. Nun dann eben nochmal. Ok muss natürlich wieder neu starten. Und siehe da, es tat sich wieder nix. Diesmal dann zur Abwechselung gar nichts. Na super.
Hmm da war doch noch der alte Rechner den unsere Tochter mal hatte. Jo da is er ja. Mal schauen. Ha, da ist XP drauf und es scheint alles zu laufen. Gut, alles runter was auf die schnelle so geht, bereinigt und defragmentiert. Mach3 draufgezogen, die Sicherung ( so schlau war ich wenigstens, den ganzen Mach3 Ordner vom vorherigen Rechner zu sichern) aufgespielt und dann konnte ich die Machine wieder starten. Uff.

Da ja nun die Maschine wieder an ihrem Rechenknecht hing konnte ich mit den Platten für die Umhausung beginnen. So ein langer Messchieber hat schon was :)

Das hochfeste T6511 Alu lässt sich sehr schön Bohren. Erstmal die Locher für die Befestigung auf der Z-Achse bohren und dann mal dranschrauben uns schauen wie es aussieht.

Nun ja, etwas.. äh... sperrig. Hüsstel. Das geht gar nicht. Man sieht den Spindelkopf nicht und kommt auch schlecht dran zum Werkzeugspannen. Kann man so nicht machen, das passt nicht. Das muss unten kürzer und auch etwas flacher werden. Nun da hab ich noch ein wenig zu tun, bis die Spindelumhausung fertig ist.

04.10.2015
Nach dem plötzlichen PC tot und der ein wenig unproportionierten Spindelumhausung, wollte ich wenigstens noch ein Teil der Dinge fertigstellen, die ich mir vorgenommen hatte.
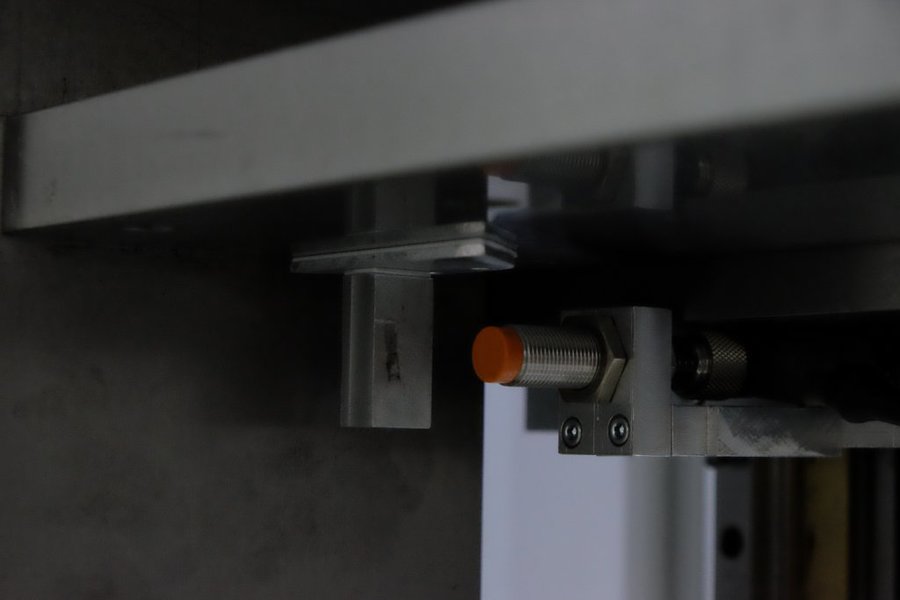
Zuerst habe ich den Induktivsensor für den Frästisch versetzt. Der Sensor sitzt nun in der Abdeckung und sollte so einigermaßen gut vor Spänen geschützt sein. Durch die kleine Revisionskalppe rechts, kommt man einigermaßen gut an die Sensor, wenn nötig. Ohne dafür den Gummistreifen demontieren zu müssen.
Als Indiktionsfläche habe ich einfach 10mm Alustreifen unter den Tisch geklebt. Das Spiegelklebeband hat sich gut bewährt, klebt bisher zuverlässig und scheint recht resistent gegen Feuchtigkeit. Zumindest haben die Kunstoffleisten unter dem Tisch die Kühlmittelorgie bei überfräsen des Tisches gut bestanden.
Auch am Portal habe ich Klötzchen aus Alublech verklebt. Wie am Tisch, natürlich an beiden Seiten.
Die Endanschläge für die Z-Achse kann ich erst anbrigen, wenn die Umhausung fertig ist. Das ist dann der nächste Punkt der fertig gestellt werden muss.

06.10.2015
Die Aufspannplatten werden mit M6x8 Madenschrauben bestückt. Jubel die ersten 500 sind drin.
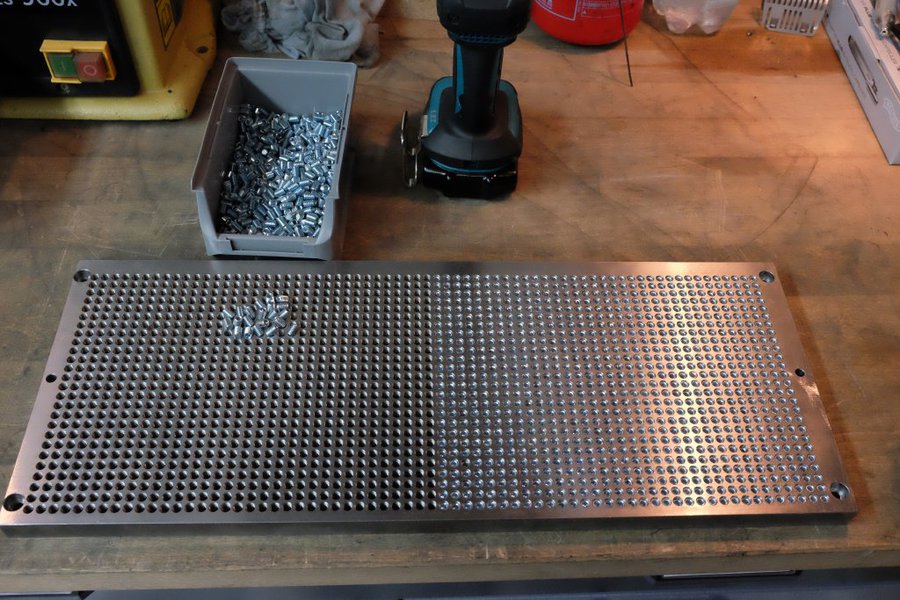
884 Schrauben sind verbaut, die erste Platte ist halb fertig, also 1/4 der gesamten Arbeit. Ja ich weis jetzt wie sich Sisyphos gefühlt hat.
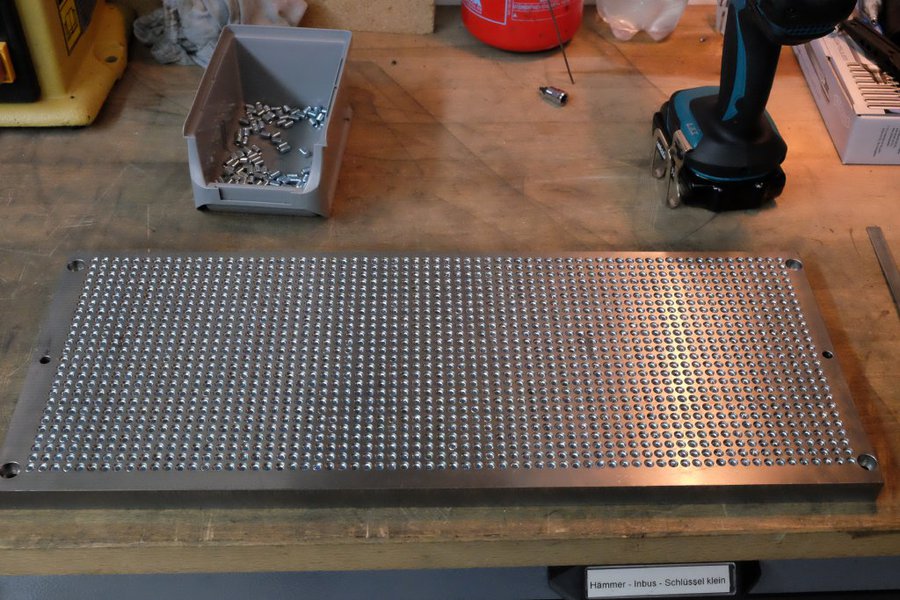
So fertig. Mit der ersten Platte. 5 Akkuladungen vom Schrauber sind verbraucht und 1768 Schrauben sind verbaut. Ich kann nun auch wieder meine Hand aufmachen und es kribbelt nicht mehr so.
Falls sich jemand fragt warum der Typ sich dermaßen viel arbeit macht, man bekommt Späne aus den Gewinden nur sehr schlecht raus, darum die Madenschrauben.
Warum ich das generell mache ? Keine Ahnung. Wollte eine Lochrasterplatte haben, nun hab ich sie. Heute würde ich wahrscheinlich einfach eine Alupaltte auf den Tisch dübeln und wenn ich Löcher zum Aufspannen brauche, dann bohr ich welche. Fertig. Aber nun, ich wollte sie, nu hab ich sie und die werden auch fertig gemacht. Zumindest werde ich wohl nie Aufspannprobleme zu befürchten haben. Auf 500 x 400 mm habe ich dann 3536 Aufnahmepunkte. Ist ja auch schon mal was.
Und zum Angeben steigt die Anzahl der verbauten Teile ganz deutlich :)

08.10.2015
Zum Glück bin ich nicht Sisyphos. Meine Arbeit hat auch mal ein Ende. Alle 3536 M6x8 sind in den beiden Aufspannplatten. Damit ist dieses Thema auch erledigt. Ich habe auch kleine Inbus - Madenschrauben in die Passtiffte geschraubt. Wenn schon, denn schon.
Weiter gehts, wenn die Platten für die Spindelumhausung zum Montagen bereit sind.
In der Zwischenzeit werde ich mir noch Gedanken zu einem Werkzeuglängensensor machen. Da ich eigentlich den Schalteingang für die 4 Achse nicht wirklich brauche, kann sich den Kanal gut zum schalten für die automatische Werkzeugvermessung nutzen.
Die Überlegungen sind welcher Art Sensor es werden wird. Selber bauen ? Mechanischer Schalter oder Berührungslos als Induktionssensor ? Ganz Preisgünstig oder doch etwas hochwertiger ?