
Eigenbau CNC Portal Fräsmaschine
Vorwort
Den Wunsch, Metalle spanabhebend und frei in jeder Form bearbeiten zu können habe ich schon länger.
Leider war und ist das Angebot an brauchbaren und bezahlbaren Maschinen für den Hobbybereich recht dünn.
Eine Portalfräse aus Aluprofilen kam nicht in Frage. Erstmal sind die mir zu instabil und dann reicht meist der Portaldurchlass für meine Anwendungen nicht aus. Teuer sind sie dazu auch noch.
Als Säulenmaschinen stehen meist nur Chinamaschinen mit bedingter Qualität und Support zur Verfügung oder der etwas teurere Hersteller aus Remscheid.
Größere Industrie / Handwerkermaschinen kommen aufgrund ihrer Größe, des Preises und ihres Gewichts nicht in Frage. Das Teil muss ja auch irgendwie in die Werkstatt.
So habe ich lange immer wieder gesucht und nicht das passende gefunden.
Ein guter Freund hat sich dann eine kleine Portalfräse selber gebaut. Sehr hübsch ist sie geworden und läuft auch super. Trotzdem habe ich mich nicht getraut an einen Selbstbau zu gehen. Irgendwann
hatte er mich dann aber doch soweit. Mit Zusicherung seiner Hilfe habe ich dann „ Grünes Licht „ gegeben.
Die Hauptlast der Planung und die Bearbeitung vieler Teile liegt in den Händen meines Freundes, da ich nicht über die Maschinen und seine Fähigkeiten verfüge. Ohne ihn und seine Hilfe, wäre das
Projekt nie zu Stande gekommen. Vielen vielen Dank dafür.
Projekt
Geplant ist eine 4-Achs Vollstahl CNC Portalfräse.
Verfahrwege Y- mind. 600mm, X- mind. 400mm, Portaldurchlass mind.400mm
Lineaführungen von Bosch-Rexroth und THK. Kugelumlaufspindeln 16 x 5 mit spielfrei einstellbaren Muttern von Isel.
HF-Spindel von Elte 2KW 1000-18000 u/min ER25 Spannkegel.
Schrittmotor 7-9 Nm 6-8A Steuerung ist noch unklar. Auf jeden Fall Mach 3 fähig und entweder USB oder Ethernet, jedenfalls kein LPT
Als erstes musste eine Basis her, auf der die Maschine aufgebaut wird.
Eine Anreißplatte wurde gesucht. Irgendwann hatte ich dann eine passende Platte gefunden.
Baubeginn 10.11.2011
Mechanik

Die Anreißplatte hat die Maße 1000 x 630 mm.
Damit lässt sich dann der angestrebte Verfahrweg von ca.: Y - mind.600, X - 400 und Z - 400 verwirklichen.
Die Platte ist als 3 Bein ausgelegt, nicht wirklich Ideal für meinen Kachelboden in der Werksatt.

Also habe ich eine 50mm Multiplexplatte zugeschnitten. Hier mit der ersten Schicht Ebenholz Wachs beschichtet.

Mit den 4 schwingungsdämpfenden Nivelierfüßen bildet die Platte nun die Basis für die Maschine.

Die Füße des Tisches wurden mit RAL 3000 Feuerrot lackiert.
Blieb aber noch das Problem mit den 3 Beinen. Für eine Anreißplatte war das ja gut, aber für eine CNC Fräse ? Da ich noch eine Platte 50mm Multiplex über hatte, habe ich sie kurzerhand als Deckplatte mit den 3 Beinen verschraubt.

Die Füße sind mit M12 Gewindestangen verschraubt.
Die Deckplatte ist mit den ursprünglichen M22 Schrauben verbunden.
Da die Anreißplatte ja auf der Deckplatte aufliegen wird, habe ich die Schrauben versenkt.
Die Schlüsselweite ist 36 also musste ich die Löcher zum Versenken ca.: 56mm ausfräsen, da sonst der Schlüssel zum anziehen nicht gepasst hätte.

So ist nun ein sehr stabiler Tisch entstanden, der auch mit den geschätzten 400 Kg Gewicht ( was sich als deutlich zu wenig erweisen sollte) , die die reine Maschine am Ende haben wird keine Probleme haben sollte.

Zwischenzeitlich habe ich aus einer großen Kiste mit gebrauchten Führungswagen 4 Linearführungen für die X und Z -Achse zusammengebaut.
Die Wagen wurden erst 1 Stunde bei 70°C im Ultraschallbecken gereinigt.
Dann getocknet und zusammengebaut. Die Führungen sind von Bosch-Rexroth.
Ich habe M10 Gewindestangen in die Aufnahmen der Anreißplatte gesetzt, damit die Anreißplatte auf der Tischplatte fixiert werden kann. Und habe die Verrippung der Platte auch in RAL 3000 Rot 2x gelackt.

Das Monster hat Platz genommen. Es waren 4 Männer nötig um die Platte auf den Tisch zu setzten. Ganz schön schwer die Dicke. Auf einem Zettel stand, das der Anreißtisch Mitte 1989 von einem VEB für Messmittel an die Akademie der Wissenschaften der DDR nach Berlin geliefert wurde. Vielleicht daher so massiv ; )

Die Platte ist, für ihre Größe, echt ziemlich dick. Der Tisch steht in der Bauphase auf Schwerlastrollen, damit man ihn besser rangieren kann. Später wird er dann auf seinen eigenen Füßen stehen.
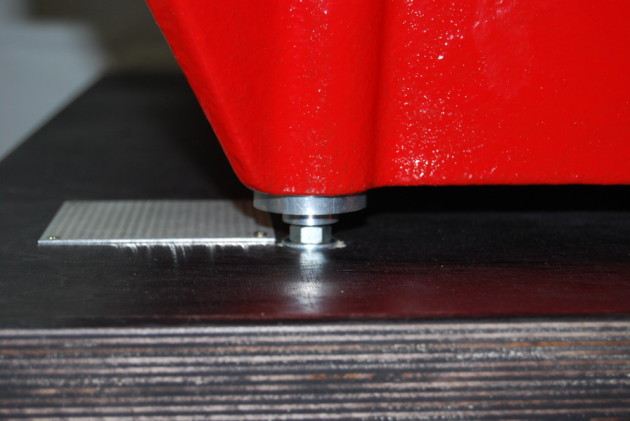
Heute sind 2 Stützen für den Tisch fertig geworden. Da der Tisch ja nur auf 3 Punkten aufliegt, könnte er sich aufschwingen. Daher habe ich 2 verstellbare Stützen gebaut. Die großen, eingefrästen Löcher habe ich mit Aluriffelblech abgedeckt.

So, wird da nichts mehr wackeln oder schwingen.

Der Baumeister hat mind. eine Kante ohne Farbe gefordert, als Bezugsfläche.
Ich hab dann alle Kanten entschichtet.
3 Kanten sind gehobelt, eine ist geschliffen.

Sieht auch nicht mehr ganz so wuchtig aus.
Kugelgewindespindeln
Isel 16 X 5 mit spielfrei einstellbaren Muttern und Klemmböcken.
Die Kugelgewindespindeln, Muttern und Mutternblöcke von Isel sind eingetroffen. Das ging sehr fix, kompliment an Isel. Keine 14 Tage von der Bestellung zur Lieferung der endenbearbeiteten Spindeln.
Anmerkung zu den Isel Spindeln.
Die Enden der Spindeln sind normal bei Isel mit 10mm Festlagerseite und 12mm Loslagerseite bearbeitet. Das ist sehr ungewöhlich, da es normalerweise umgekehrt sein sollte. Da ja das Festlager die Kräfte aufnimmt, wäre es eigentlich sinnvoll, das größere Lager als Festlager zu nehmen. Dabei ergab sich dann das Problem, 10mm Festlagerböcke zu bekommen. Waren nicht zu bekommen, nur in 12mm. So blieb mir nichts anderes über, als auf Chinaware zurückgreifen, siehe unten. Leider wurde mir das Problem erst bewusst, als schon alles zu spät war. Heute würde ich mir die Ende nach meinen Vorgaben bearbeiten lassen und 12mm Festlager und 10mm Loslager wählen. Da gibt es dann auch keine Probleme z.B. gute Lagerböcke von THK zu nehmen.
Los und Festlager
Nach längerer Wartezeit sind nun auch die Los und Festlagerblöcke für die Gewindespindeln eingetroffen. Diese müssen noch überschliffen werden.
Die Lager waren übrigens von unterirdischer Qualität, wenn man von Qualität denn reden kann. Sowas hab ich lange nicht mehr gesehen. Die sahen aus wie aus der Ausschusskiste gegriffen. Defekte Lager, schiefe Lagerplatten, Achsmitte stimmte nicht, Bohrungen waren nicht durch, also kurzgesagt ohne weiter umfangreiche Bearbeitung und Fräs/Schleifarbeiten recht teurer Schrott. Hätte ich gewusst, das ich mit den Teilen dermaßen in's Klo greife, hätte ich lieber das Doppelte bezahlt und mir Lagerböcke von THK gekauft. Dazu noch eine sehr lange Wartezeit, obwohl 1 Woche Lieferzeit in Shop stand. Es wurde mir auch erst auf Anfrage mitgeteilt, das sich die Lieferung um mehr als 3 Wochen verzögern würde.
In den Tagen um / zwischen den Feiertagen werden die Platten für das Portal und die Kreuzplatten geschnitten und bearbeitet. Eventuell noch die Kugelgewindespindeln abgedreht. Das geschieht aber in der Weksatt meines Freundes. Daher wird es erst im neuen Jahr wieder Bilder geben.
Mein Freund bastelt fleißig am Portal. Sobald es sich lohnt, werd ich Bilder einstellen.
Hier wird eine Tasche in die 30mm dicke Z-Achse gefräst, damit der Klemmbock der Kugelumlaufspindel genügend Platz hat.
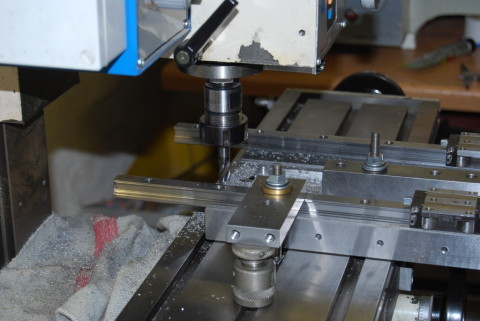
Die Taschenfräsung für die Wellenlagerböcke werden in die Z-Achse gerfäst.

Passungskontrolle der Lagerböcke. Passt.
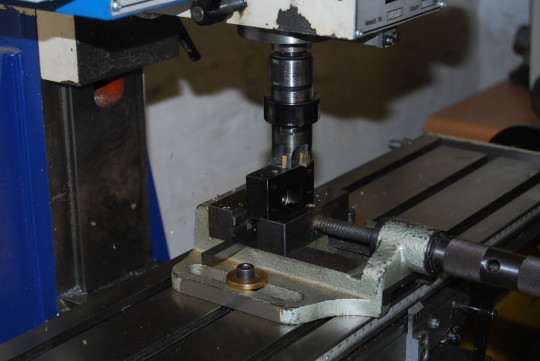
Die Lagerböcke müssen noch ordentlich runtergefräst werden.
Beide Lagerböcke sind überfräst und passen in ihre Taschen.

Nach dem kürzen der Spindel wird die Loslagerseite abgedreht und der Durchmesser auf das Lager angepasst.

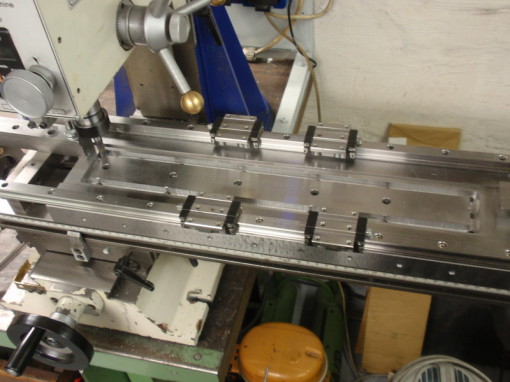
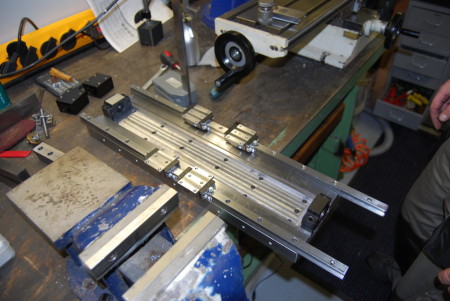
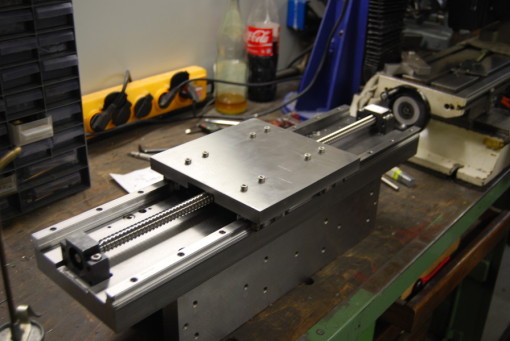
Nun ist alles zusammen und passt. Die auf dem Bild zu sehenden Messingschienen werden als Anschlag für die Linearführungen dienen. Diese müssen noch gebohrt und Gewinde müssen in die Platte gesetzt werden. Neben etlichen Dingen die noch anliegen. Die Z-Achse ist noch lange nicht fertig.

Gewinde werden in die Z-Achse geschnitten.
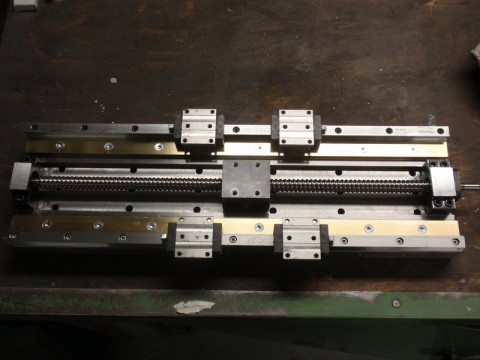
Für die Messinganschläge sind Gewinde geschnitten und die Anschläge verschraubt worden. Die Linearführungen sind eingekürzt.
Die fast fertige X-Achse bzw. der Protalbalken vorne.

Provisorische Montage der Portalbalken an der X-Achse und die beiden Kreuzplatten aufgelegt.
Ist schon recht mächtig geworden die Konstruktion.

Ausfräsen der Tasche in der Unterseite der ersten Kreuzplatte für die Spindelmutter

Bohren der Löcher für die Portalbalken in den Seitenteilen des Portals.
Erste Passprobe für die untere Kreuzplatte

"Ankörner" aus spitz geschliffenen Madenschrauben in der Spindelmutter, damit die Kreuzplatte angekörnt werden kann.

Provisorisch aufgelegte Z-Achse mit Spindel. Ups ist das "Fett" geworden.
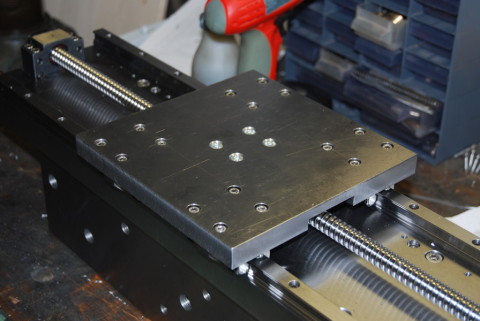
Kreuzplatte ist gebohrt, gesenkt und passt : )

So das ganze Portal mal mit Zwingen provisorisch zusammengefügt. Ganz schön mächtig und schwer das Ganze. Leider reichen für das Gewicht die geplanten und fast fertigen Seitenteile nicht. Die 15mm Platten sehen etwas " Strochig " aus.

Denn wenn die Z-Achse auch noch davor steht und da ja noch die Adapterplatte und die Spindel drankommt, wird das mit den 15èr Seitenteilen nicht stabil genug. Wir werden für die Säulen nun 70mm Flachstahl verwenden.

So das sieht doch deutlich stabiler aus.

Sieht auf den Bildern zierlich aus. Die Säulen des Portals sind aus 70mm Vollstahl.

Falls doch mal die Portalhöhe nicht ausreichen sollte, dann könnten noch höhere Säulenfüße gebaut werden.

Inzwischen ist auch die 2 Kreuzplatte fertig. Damit ist das Portal bereit zur Montage auf der Grundplatte. Wir werden noch Verstrebungen an die Säulen bauen und noch ein paar Kleinigkeiten sind zu machen, aber erst wenn das Portal ausgerichtet auf der Platte steht.
Vatertag 2012

Manche packen am Vatertag berauschende Getränke in ihren Wagen. Wir Stahl ; )

Frisch an`s Werk. Nach dem Anreißen wird die erste Führungsschiene für dem Tisch grob ausgereichtet und festgezwungen.

Die geschliffene Kante der Platte dient als Referenzbasis zur Ausrichtung der Linearführungen. Und wird gerade mit dem Messtaster abgefahren.

Eine Bohrlehre wurde gedreht. Damit wird der Bohrer für die Linearführungsschienen geführt.

Nach dem Ankörnen werden die Löcher, mir der Bohrlehre, in die Platte gebohrt.

Dann kommen die Gewinde dran. Hier ein Rund aus Messing, das der Führung des Gewindebohrers dient.

Speed Handgewindebohring : )

Schrauben rein und immer wieder abfahren und messen, mit dem Hämmerchen hier und da ein Schlag, irgendwann sitzt die Führungsschiene.

Das gleiche Spiel mit der 2 Führungsschiene, dazu dient die Erste als Referenz.

Ankörnen mit einem spitz geschliffenen Passtift
So der Moment war bekommen. Portalbalken auf den Tisch, Füße angeschraubt, einmal kräftig gewuchtet und dann stand das Portal das erste mal auf dem Tisch.

Whoooww, was ein mächtiges Stück Stahl. Zumindes in meiner Werksatt ; )

Die Messung ergab eine Parallelität des Balkens zum Tisch von weniger als 2/100 mm. Ohne Unterlegen.Das ist mal eine Handwerksleistung von meinem Freund Sven. Und die Teile wurden ja nicht auf einem Bearbeitungszentum gebaut, sondern nach Altvätersitte mit anreißen und von Hand.Respekt!

Die 2/100mm werden wir mit dem Tisch ausgleichen. Hinten kommt später noch eine Deckplatte drauf.
Die Z-Achs ist aufgebaut. Und da haben wir eine Abweichung der Winkligkeit von weniger als 5/1000mm zu den Führungsschienen.

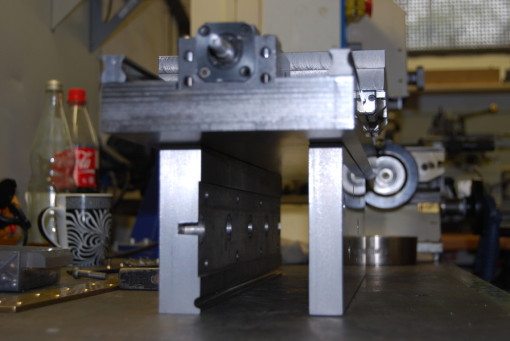
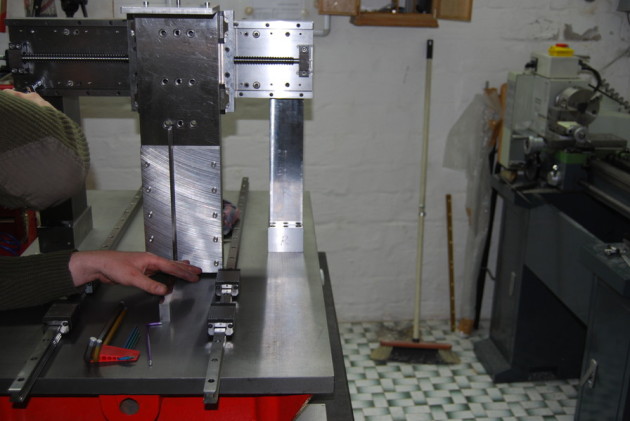
Z-Achse ganz ausgefahren. Höhe über 185 cm ! Wenn die Maschine später auf ihren eigenen Füßen steht, werden es etwa 180cm sein.

Das links neben der Z-Achse aufgestellte Lineal ist etwas über 600mm lang.

Mein Freund hat mir Teleskopabdeckungen für die Führungsschienen aus Edelstahl überlassen, das sieht wirklich sehr schick aus. Und schützt auch ungemein. Hier nur mal zur Ansicht aufgelegt. Wir haben die Lage der Führungsschienen natürlich so ausgelegt, das die Abdeckungen passen.
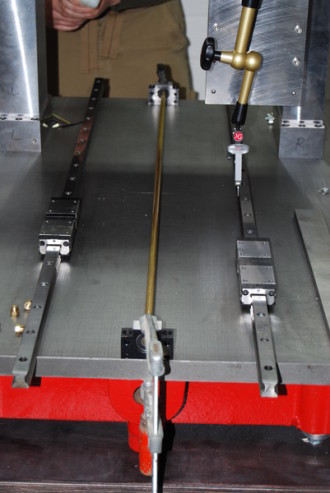
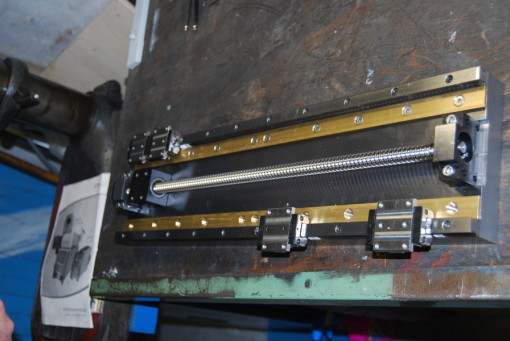
Montage der Spindellagerböcke für den Tisch. Als Spindel ein Messingstab, da die Gewindespindel noch zu lang ist. Leider war meine Drehbank nicht in der Lage die Gewindespindel abzudrehen. Die schafft den gehärteten Stahl nicht. Müssen wir nochmal bei.

Als nächstes werde ich die Platte für die Frässpindel fräsen und bohren. Und sonst ist auch noch viel zu tun, aber das Gröbste ist geschafft und ich bin mehr, mehr als nur zufrieden : ))

Die Halteplatte der Frässpindel ist fertig. Die Nut für die Feder die zwischen Platte und Aufnahme der Spindel kommt ist gefräst. Dann habe ich ein 20mm Lochraster gebohrt, damit kann man die Spindel noch in 4 Stufen höher setzten, falls es mal nötig sein sollte.
Da die Anzahl der Elemente begrenzt sind, geht es hier mit Teil 2 weiter.